
We’re experts and innovators focused on solving challenges, embracing change and growing.




 24 September 2024
24 September 2024 4 mins
4 mins 









 Learn more
Learn more
Glass

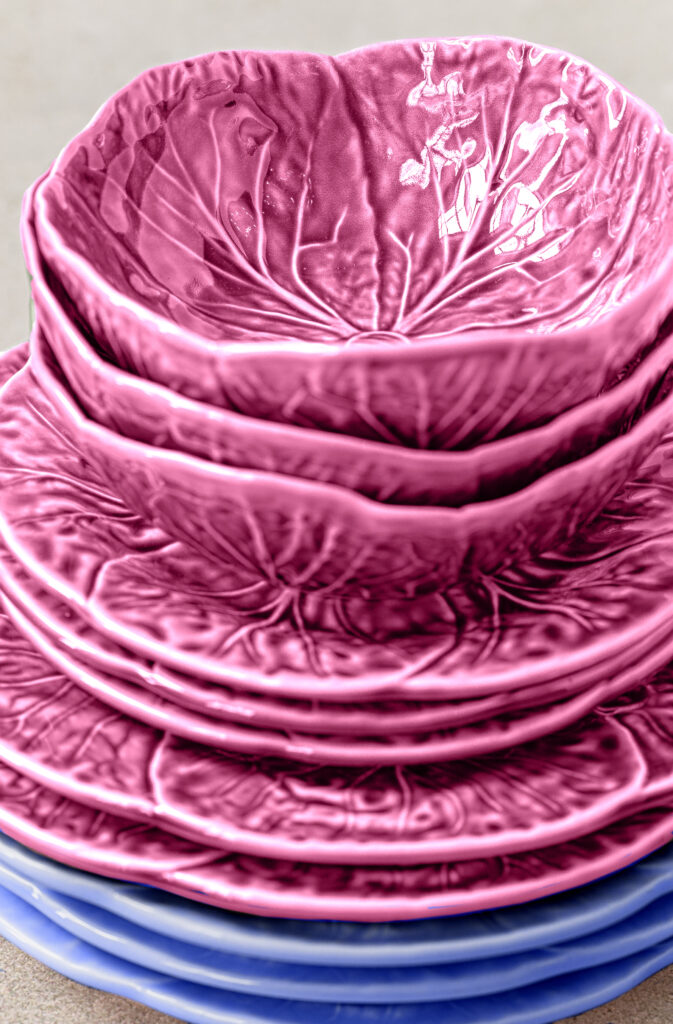
Transform your tablescape with gold-free purples
30 April 2025 3 mins
Purple has long been a symbol of luxury and exclusivity. In ancient times, its rich hue was so rare—extracted painstakingly from sea snails—that it was reserved solely for royalty. While modern chemistry has made purple pigments more accessible, the color still comes at a high cost. In ceramic decoration, creating an authentic purple glaze requires one of the world’s most coveted and expensive materials: gold.
In April 2025, gold prices reached an all-time high of $3,177 per ounce, and experts believe its value will continue to rise. As costs soar, manufacturers in the dinnerware and specialty glass industries are increasingly challenged to maintain color consistency and production efficiency. Many hues like rose, magenta, red-violet, deep red and purples traditionally required gold to produce their rich tones, but as prices increase, so does the challenge to produce these colors affordably.


Turn the tables on tradition
Recognizing the limitations of relying on a single, high-cost and finite resource, our Performance Coatings team developed a series of gold-free purple onglazes. Engineered from a unique blend of pigment and glass, these onglazes replicate the depth and tone of gold-based glazes, without the need for gold. This innovation provides manufacturers with greater flexibility and resilience in an increasingly volatile market.
When used in our lead-free decorative series, our gold-free purples meet strict health, safety and environmental standards and satisfy regulations for food contact materials including:
These purples provide a sensible option for dinnerware manufacturers, without compromise


Color with confidence
Vibrantz gold-free purples offer a broad palette and reliable performance. Key benefits include:
- Compatibility with our existing Samba 100 and Carnival 100 onglaze series
- Strong chemical resistance to alkaline and acidic substances
- High temperature stability and suitability for firing up to 900°C
- Application stability that ensures high-quality, consistent results
- Dishwasher safe and scratch resistance
- Durability to maintain rich colors throughout lifespan
Our gold-free onglaze technology is transforming decorative colors. By choosing gold-free purples, customers can achieve many of the same popular hues as gold-based colors, with more stable raw material costs and a more predictable supply chain.

A new era of color
In unpredictable raw materials and precious metals markets, our gold-free purples offer manufacturers a more secure, scalable alternative. Gold-free purples offer a distinct palette from traditional gold-based onglazes and deliver compelling advantages for ceramic decoration like:
- Price stability – More predictable raw material costs that make less of an impact on end-market pricing
- Supply security – More secure and scalable supply, fewer production delays and supports higher production volumes
- Color range – Broad, rich range of colors that is comparable with many gold-based colors
- Durability – Extremely durable under everyday use


Your trusted supplier for high-performance colors
With over a century of experience in ceramic decoration colors and materials, Vibrantz continues to innovate for the current commercial environment while staying grounded in industry knowledge. Our technical experts work closely to formulate gold-free purple onglazes to specific production needs, from firing temperature to substrate and application method.
Explore our gold-free purple solutions and contact us to get started.








